
The boiler generates high pressure
steam by transferring the heat of Combustion in various heat transfer sections.
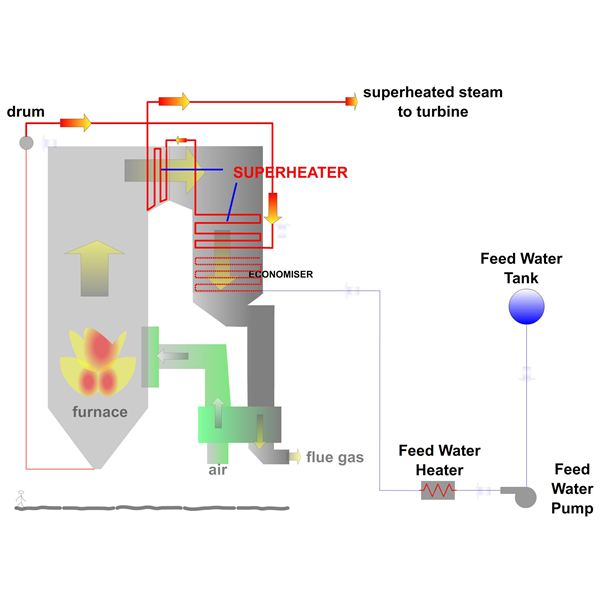
This part of the article series briefly describes the flow and arrangement of
the heat transfer sections in a boiler. In line diagrams help make the concept
clear.
Basics
Volume of one unit mass of steam is
thousand times that of water, When water is converted to steam in a closed
vessel the pressure will increase. Boiler uses this principle to produce high
pressure steam.
Conversion of Water to Steam
evolves in three stages.
- Heating the water from cold
condition to boiling point or saturation temperature – sensible heat
addition.
- Water boils at saturation
temperature to produce steam - Latent heat.addition.
- Heating steam from
saturation temperature to higher temperature called Superheating to
increase the power plant output and efficiency.
Sensible
Heat Addition
Feed Water Pump.
The first step is to get a constant
supply of water at high pressure into the boiler. Since the boiler is always at
a high pressure. ‘Boiler feed water pump’ pumps the water at high pressure into
the boiler from the ‘feed water tank’. The pump is akin to the heart in the
human body.
Pre-Heating
'Feed water heaters’, using
extracted steam from the turbine, adds a part of the sensible heat even before
the water enters the boiler.
economizer.
Latent
Heat Addition
Drum.
The drum itself a large cylindrical
vessel that functions as the storage and feeding point for water and the
collection point for water and steam mixture. This is the largest and most
important pressure part in the boiler and weighs in the range 250 Tons for 600
MW power plant.
Water Walls
Boiling takes place in the ‘Water
Walls’ which are water filled tubes that form the walls of the furnace. Water
Walls get the water from the ‘down comers’ which are large pipes connected to
the drum. The down comers and the water wall tubes form the two legs of a water
column.
As the water heats up in the
furnace a part of the water in the water-wall tubes becomes steam. This water
steam mixture has a lower density than the water in the downcomers. This
density difference creates a circulation of water from the drum, through the
downcomers, water walls and back to the drum. Steam collects at the upper half
of the drum. The steam is then sent to the next sections.
The temperature in the drum,
downcomers and water wall is at the saturation temperature.
WaterWalls





