Introductory
In a coal based power plant coal is transported from coal mines to the power plant by railway in wagons or in a merry-go-round system. Coal is unloaded from the wagons to a moving underground conveyor belt. This coal from the mines is of no uniform size. So it is taken to the Crusher house and crushed to a size of 20mm. From the crusher house the coal is either stored in dead storage( generally 40 days coal supply) which serves as coal supply in case of coal supply bottleneck or to the live storage(8 hours coal supply) in the raw coal bunker in the boiler house. Raw coal from the raw coal bunker is supplied to the Coal Mills by a Raw Coal Feeder. The Coal Mills or pulverizer pulverizes the coal to 200 mesh size. The powdered coal from the coal mills is carried to the boiler in coal pipes by high pressure hot air. The pulverized coal air mixture is burnt in the boiler in the combustion zone.
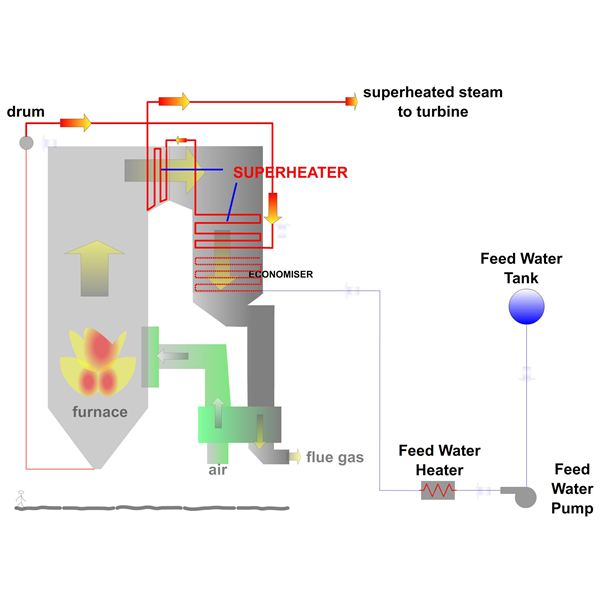
Generally in modern boilers tangential firing system is used i.e. the coal nozzles/ guns form tangent to a circle. The temperature in fire ball is of the order of 1300 deg.C. The boiler is a water tube boiler hanging from the top. Water is converted to steam in the boiler and steam is separated from water in the boiler Drum. The saturated steam from the boiler drum is taken to the Low Temperature Superheater, Platen Superheater and Final Superheater respectively for superheating. The superheated steam from the final superheater is taken to the High Pressure Steam Turbine (HPT). In the HPT the steam pressure is utilized to rotate the turbine and the resultant is rotational energy. From the HPT the out coming steam is taken to the Reheater in the boiler to increase its temperature as the steam becomes wet at the HPT outlet. After reheating this steam is taken to the Intermediate Pressure Turbine (IPT) and then to the Low Pressure Turbine (LPT). The outlet of the LPT is sent to the condenser for condensing back to water by a cooling water system. This condensed water is collected in the Hotwell and is again sent to the boiler in a closed cycle. The rotational energy imparted to the turbine by high pressure steam is converted to electrical energy in the Generator.·
Coal Preparation
i)Fuel preparation system:
In
coal-fired power stations, the raw feed coal from the coal storage area is
first crushed into small
pieces and then conveyed to the coal feed
hoppers at the boilers. The coal is next pulverized into a very fine powder, so
that coal will undergo complete combustion during
combustion process.
Pulverizer is a
mechanical device for the grinding of many different types of materials. For
example, they
are used to pulverize
coal for combustion in the steam-generating furnaces of fossil fuel power
plants.
Types of
Pulverisers: Ball and Tube mills; Ring and Ball mills; MPS; Ball mill;
Demolition.
ii)Dryers: they are used in order
to remove the excess moisture from coal mainly wetted during transport. As the presence of moisture will result in fall in
efficiency due to incomplete combustion and also result in CO emission.
iii)Magnetic
separators: coal
which is brought may contain iron particles. These iron particles may result in
wear and tear. The iron particles may include bolts, nuts wire fish plates etc.
so these are unwanted and so are removed with the help of magnetic separators.
The coal we finally get
after these above process are transferred to the storage site.
Purpose of fuel storage is two –
Purpose of fuel storage is two –
·
Fuel storage is insurance from failure of normal operating
supplies to arrive.
·
Storage permits some choice of the date of purchase, allowing the
purchaser to take advantage of seasonal market conditions. Storage of coal is
primarily a matter of protection against the coal strikes, failure of the
transportation system & general coal shortages.
There are two types of storage:
1. Live
Storage(boiler room storage): storage from which
coal may be withdrawn to supply combustion equipment with little or no
remanding is live storage. This storage consists of about 24 to 30 hrs. of coal
requirements of the plant and is usually a covered storage in the plant near
the boiler furnace. The live storage can be provided with bunkers & coal
bins. Bunkers are enough capacity to store the requisite of coal. From bunkers
coal is transferred to the boiler grates.
2. Dead
storage- stored for future use.
Mainly it is for longer period of time, and it is also mandatory to keep a
backup of fuel for specified amount of days depending on the reputation of the
company and its connectivity.There are many forms of storage some of which are
–
1. Stacking the coal in
heaps over available open ground areas.
2. As in (I). But placed
under cover or alternatively in bunkers.
3. Allocating special areas
& surrounding these with high reinforced concerted retaking walls.
·
Boiler and auxiliaries
A Boiler or steam generator essentially is a container into which
water can be fed and steam can be taken out at desired pressure, temperature
and flow. This calls for application of heat on the container. For that the
boiler should have a facility to burn a fuel and release the heat. The
functions of a boiler thus can be stated as:-
1. To convert chemical
energy of the fuel into heat energy
2. To transfer this heat
energy to water for evaporation as well to steam for superheating.
The basic components of Boiler are: -
1. Furnace and Burners
2. Steam and Superheating
a. Low temperature superheater
b. Platen superheater
c. Final superheater
·
Economiser
It is located below the LPSH in the boiler and above pre heater.
It is there to improve the efficiency of boiler by extracting heat from flue
gases to heat water and send it to boiler drum.
Advantages of Economiser include
1) Fuel economy: – used to save fuel and increase overall
efficiency of boiler plant.
2) Reducing size of boiler: – as the feed water is preheated in
the economiser and enter boiler tube at elevated temperature. The heat transfer
area required for evaporation reduced considerably.
·
Air Preheater
The heat carried out with the flue gases coming out of economiser
are further utilized for preheating the air before supplying to the combustion
chamber. It is a necessary equipment for supply of hot air for drying the coal
in pulverized fuel systems to facilitate grinding and satisfactory combustion
of fuel in the furnace
·
Reheater
Power plant furnaces may have a reheater section containing tubes
heated by hot flue gases outside the tubes. Exhaust steam from the high
pressure turbine is rerouted to go inside the reheater tubes to pickup more
energy to go drive intermediate or lower pressure turbines.
·
Steam turbines
Steam turbines have been used predominantly as prime mover in all
thermal power stations. The steam turbines are mainly divided into two groups:
-
1. Impulse turbine
2. Impulse-reaction turbine
The turbine generator consists of a series of
steam turbines interconnected to each other and a generator on a
common shaft. There is a high pressure turbine at one end, followed by an
intermediate pressure turbine, two low pressure turbines, and the
generator. The steam at high temperature (536 ‘c to 540 ‘c) and pressure
(140 to 170 kg/cm2) is expanded in the turbine.
·
Condenser
The condenser condenses the steam from the exhaust of the turbine
into liquid to allow it to be pumped. If the condenser can be made cooler, the
pressure of the exhaust steam is reduced and efficiency of
the cycle increases. The functions of a condenser are:-
1) To provide lowest economic heat rejection temperature for
steam.
2) To convert exhaust steam to water for reserve thus saving on
feed water requirement.
3) To introduce make up water.
We normally use surface condenser although there is one direct
contact condenser as well. In direct contact type exhaust steam is mixed with
directly with D.M cooling water.
·
Boiler feed pump
Boiler feed pump is a multi stage pump provided for pumping feed
water to economiser. BFP is the biggest auxiliary equipment after Boiler and
Turbine. It consumes about 4 to 5 % of total electricity generation.
·
Cooling tower
The cooling tower is a semi-enclosed device for evaporative
cooling of water by contact with air. The hot water coming out from the
condenser is fed to the tower on the top and allowed to tickle in form of thin
sheets or drops. The air flows from bottom of the tower or perpendicular to the
direction of water flow and then exhausts to the atmosphere after effective
cooling.
The cooling towers are of four types: -
1. Natural Draft cooling tower
2. Forced Draft cooling tower
3. Induced Draft cooling tower
4. Balanced Draft cooling tower
·
Fan or draught system
In a boiler it is essential to supply a controlled amount of air
to the furnace for effective combustion of fuel and to evacuate hot gases
formed in the furnace through the various heat transfer area of the boiler.
This can be done by using a chimney or mechanical device such as fans which
acts as pump.
i) Natural draught
When the required flow of air and flue gas through a boiler can be
obtained by the stack (chimney) alone, the system is called natural draught.
When the gas within the stack is hot, its specific weight will be less than the
cool air outside; therefore the unit pressure at the base of stack resulting
from weight of the column of hot gas within the stack will be less than the
column of extreme cool air. The difference in the pressure will cause a flow of
gas through opening in base of stack. Also the chimney is form of nozzle, so
the pressure at top is very small and gases flow from high pressure to low
pressure at the top.
ii) Mechanized draught
There are 3 types of mechanized draught systems
1)
Forced draught system
2)
Induced draught system
3)
Balanced draught system
Forced draught: – In this system a fan called Forced draught
fan is installed at the inlet of the boiler. This fan forces the atmospheric
air through the boiler furnace and pushes out the hot gases from the furnace
through superheater, reheater, economiser and air heater to stacks.
Induced draught: – Here a fan called ID
fan is provided at the outlet of boiler, that is, just before the chimney. This
fan sucks hot gases from the furnace through the superheaters, economiser,
reheater and discharges gas into the chimney. This results in the furnace
pressure lower than atmosphere and affects the flow of air from outside to the
furnace.
Balanced draught:-In this system both FD
fan and ID fan are provided. The FD fan is utilized to draw control quantity of
air from atmosphere and force the same into furnace. The ID fan sucks the
product of combustion from furnace and discharges into chimney. The point where
draught is zero is called balancing point.
·
Ash handling system
The disposal of ash from a large capacity power station is of same
importance as ash is produced in large quantities. Ash handling is a major
problem.
i) Manual handling: While barrows are used
for this. The ash is collected directly through the ash outlet door from the
boiler into the container from manually.
ii) Mechanical handling: Mechanical equipment is
used for ash disposal, mainly bucket elevator, belt conveyer. Ash generated is
20% in the form of bottom ash and next 80% through flue gases, so called Fly
ash and collected in ESP.
iii) Electrostatic
precipitator: From air preheater this flue gases (mixed with
ash) goes to ESP. The precipitator has plate banks (A-F) which are insulated
from each other between which the flue gases are made to pass. The dust
particles are ionized and attracted by charged electrodes. The electrodes are
maintained at 60KV.Hammering is done to the plates so that fly ash comes down
and collect at the bottom. The fly ash is dry form is used in cement
manufacture.
·
Generator
Generator or Alternator is the electrical end of a turbo-generator
set. It is generally known as the piece of equipment that converts the
mechanical energy of turbine into electricity. The generation of electricity is
based on the principle of electromagnetic induction.
Advantages of coal based thermal Power Plant
·
They can respond to rapidly changing loads without difficulty
·
A portion of the steam generated can be used as a process steam in
different industries
·
Steam engines and turbines can work under 25 % of overload
continuously
·
Fuel used is cheaper
·
Cheaper in production cost in comparison with that of diesel power
stations
Disadvantages of coal based thermal Power
Plant
·
Maintenance and operating costs are high
·
Long time required for erection and putting into action
·
A large quantity of water is required
·
Great difficulty experienced in coal handling
·
Presence of troubles due to smoke and heat in the plant
·
Unavailability of good quality coal
·
Maximum of heat energy lost
·
Problem of ash removing