For the last two decades the power industry standard material for
high temperature applications is the P91 or T91 grade material. What is this
material? What are its benefits? What are the precautions to be taken during
construction?
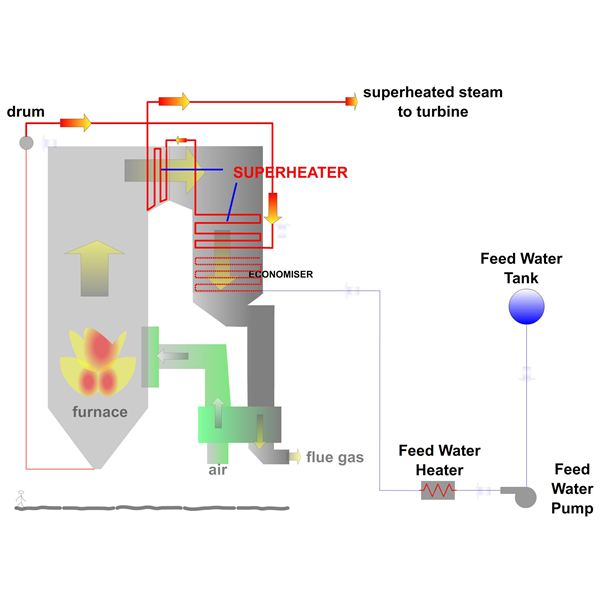
The steam leaving the super heater of a modern large capacity
boiler is in the order or 570 °C to 600 °C and at pressures ranging from 170
bar to 230 bar. This means the last stages of the super heater and the pipes
carrying the steam to the turbine should withstand these extreme conditions.
This requires this material should have very high strength properties, which do
not deteriorate with time, and should be creep resistant.
Advantages of P91
SA 213 T91 or SA 335 P91 is such a ferritic alloy steel that meets
this condition. This material has been in use for the last two decades
successfully in power plant service. It is also called 9 Cr 1 Mo steel based on
its composition.
Compared to its predecessor, the T22 or P22 grade, grade 91
exhibits high strength up to temperatures in the range of 600 °C. Also the
oxidation temperature limits are higher. This allows the power plant designers
to engineer components, superheater coils, headers and steam piping, with less
thickness. This contributes to a higher thermal fatigue life of almost ten
times. This allows them to increase the operating temperature to a higher
level, increasing the efficiency of the power plant.
This makes it ideally suitable for plants that operate on a cyclic
basis like combined cycle plants. Also the reduction in thickness suits HRSG
designers since in an HRSG the temperature head is limited and locating the
coils in the heat transfer path is very critical.
Why is P91 different ?
What makes this steel different is the addition of a high amount
of Chromium. Grade 91 contains 9 % Chromium and 1 % Molybdenum compared to 2.5
% Chromium in the next best P22 grade. Chromium improves high temperature
strength and increases oxidation resistance. Molybdenum increases the creep
resistance. Also present are smaller quantities of Nickel and Manganese which
increase the hardenability of the steel.
More important than the alloying elements is the formation of this
alloy steel. The steel is formed by normalizing at 1050 °C, air cooling down to
200 °C. It is then tempered by heating to 760 °C. The temperatures and the
cooling rates are very important. This produces the microstructure that results
in the high creep strength properties.
This steel is not tolerant to variations in its microstructure,
unlike P22 grade or other grades.
The steel has to be from manufacturers who strictly and precisely
follow the heat treatment requirements. Many cases have been reported of
failures of the base materials in the early stages of usage.
After the steel is worked, proper and precise heat treatment is
required to reinstate the microstructure back to its original conditions. If
this is not done the steel has properties that are much lower than its
predecessor P22. Many failures have resulted because of this. In the case of
P22 and other low alloy steels, the effect of variations in heat treatment on
the properties is not as vehement as in P91.
During the fabrication and construction phase, any process that
affects the micro structure has to be reversed by a precise heat treatment.
This brings back the microstructure back to original.
Welding P91
Welding is one process that is widely used during the
construction. This affects the microstructure. Preheating, maintaining
inter-pass temperatures, and post-weld heat treatment procedures are very
critical for P91 grade. Failure to follow the procedures will result in
catastrophic failures.
For thick walled pipes,
the use of an induction heating system is the ideal method. This gives better
control, and uniform heating between the inner and outer diameters. In
induction heating the coils themselves do not heat up. This is ideal for
maintaining the inter-pass temperatures and carry out the welding. This is a
more worker friendly heating process. This is also ideal for complex shapes
likes weldolets and tees.
The Nickel and Manganese content, even though in smaller
percentages, have profound effects on the critical temperatures, which decides
the heat treatment temperatures and the cooling rates. Because of this, the
composition of the welding electrodes used should be in line with the parent
material.
Effect of Water
The un-heat treated steel has great affinity to Hydrogen. Hydrogen
can cause stress corrosion cracking. Pre-heating has to be done properly to
remove any moisture. The post weld heat treatment has to be done as quickly as
possible to avoid any contact with water likely from moisture condensation,
rainfall, etc. Great care has to be taken to see that all joints are post-weld
heat treated prior to hydro test.
Dissimilar weld joints especially at complicated geometries can
result in the heat treatment not having the desired effect throughout the cross
sections. This can also lead to failures. Great care has to be taken to avoid
such design flaws.
As the industry accepts these practices of constructions, the use
of 91 grade steel continues to its successful journey.